

22/04/2025
Diamond coating for seal rings: a guide
Customized, high-performance solutions from Huhnseal
Sealing rings are very important elements in mechanical engineering because they serve to accommodate nuts and bolt heads. With a flat and circular structure, they consist of industrial seals whose task is to keep the rotating components of the machine stable, with the aim of preventing and avoiding any contamination of fluids from inside or outside.
A leading global manufacturer of mechanical seals, Huhnseal is highly specialized in various industries such as pharmaceutical, chemical, food, mining and papermaking. With state-of-the-art machinery and constant technological innovation, Huhnseal's team ensures maximum reliability of products, which prove to be high-performing and durable even in the long run.
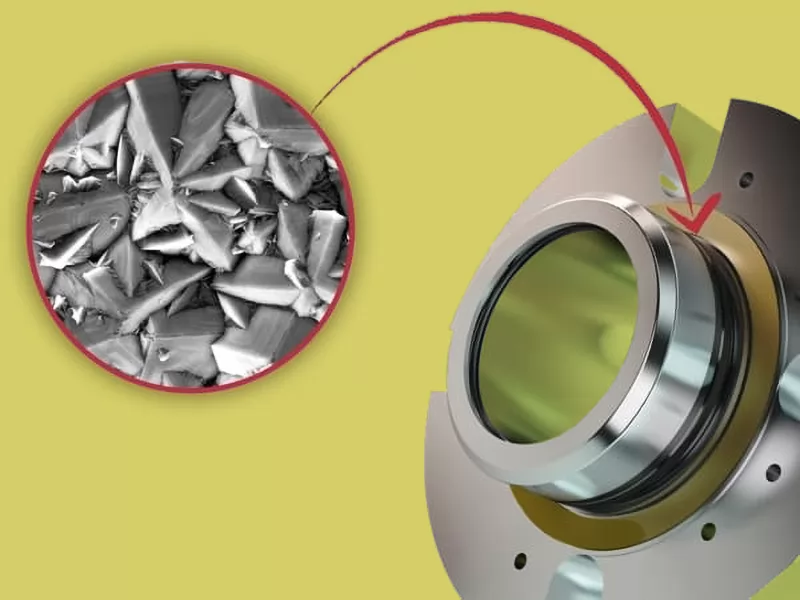
The company's flagship products also include diamond sealing rings, that is, coated with an extremely durable material that makes them unbeatable in the market.
What are diamond-coated seal rings?
Diamond-coated seal rings consist of components used in high-performance mechanical applications where it is absolutely necessary to minimize the risk of wear and improve resistance to deterioration.
In detail, the term refers to polycrystalline diamond (DLC - Diamond-Like Carbon) coatings, also called synthetic diamond, which are applied to the surface of seal rings.
Why specifically DLC? Because of its extraordinary characteristics:
- is a very thin carbon film that enjoys properties similar to those of diamond;
- provides hardness, low friction and wear resistance;
- can be used in industrial settings with severe working conditions, such as high temperatures or aggressive fluids.
Huhnseal takes full advantage of the potential of diamond coatings to offer its customers only high-quality products that will last as long as possible.
What are the advantages of diamond-coated seal rings?
By applying DLC coating to the seal rings, they acquire new, high-performance characteristics. Here are the main ones:
- high hardness, as the diamond coating provides extreme wear resistance and prolongs product life;
- reduced friction and, consequently, energy consumption and that heat given off during operation;
- effective chemical resistance, which translates into excellent tolerance to acidic, alkaline and generally aggressive fluids;
- excellent thermal stability, as it keeps its properties intact even at quite high temperatures.
Taking these outstanding features into account, diamond-coated sealing rings can be used in numerous sectors, including:
- automotive industry, for the design of pumps and transmission systems;
- industrial sector, for the design of mechanical pumps used in abrasive or corrosive environments;
- aerospace sector, where low maintenance and extreme reliability are required.
It seems clear, then, how the diamond coating for Huhnseal's seal rings prove attractive to a large number of industries, providing stability, precision and performance that is nothing short of enviable.
How is the diamond coating of the seal rings achieved?
Diamond coating for seal rings can be achieved by two different technologies: PVD (Physical Vapor Deposition) and CVD (Chemical Vapor Deposition).
The Huhnseal company uses the first, PVD: unlike CVD, which involves the layered growth of diamonds from carbon-rich gases, PVD involves applying the coatings as a thin film onto a substrate.
The process involves vaporizing solid carbon, or other diamond-like carbon material, in a vacuum chamber while it is deposited on a specific surface.
As mentioned, PVD diamond coatings are known for their hardness, wear resistance, and ability to optimize the life of tools, decorative objects, and machinery. Incidentally, despite not being bulk diamonds like CVDs, PVD diamond coatings are widely used in industries that require excellent surface properties, such as medical devices, consumer electronics, and cutting tools.
Advantages and limitations of diamond-coated mechanical seal rings
The diamond-coated mechanical seal rings offered by Huhnseal offer a large number of advantages, namely:
- high wear resistance;
- low friction;
- high chemical resistance;
- excellent thermal stability;
- increased durability;
- low maintenance;
- minimal lubrication.
Not only that, because they can also be deployed in environments with extreme conditions and, above all, in the automotive, aerospace, industrial and oil & gas sectors by improving machine efficiency and reducing long-term operating costs.
At the same time, however, diamond-coated sealing rings have some disadvantages, which relate specifically to cost. The latter refer both to the production process (quite complex) and to possible repairs. This is why it is very important to choose them only for specific applications, which require diamond coating, precisely so as not to incur exorbitant and unjustified costs.
Applications of diamond-coated mechanical seal rings
As repeatedly pointed out, wear resistance and robustness enables diamond-coated rings to find use in many critical areas in the industrial, automotive, energy, aerospace, medical and oil & gas sectors.
In particular, they prove attractive components for environments exposed to high temperatures, pressures, and abrasive or corrosive fluids such as transmission systems, high-pressure pumps, turbines, chemical plants, and cryogenic pumps.
And here we come back to the cost limit: given their reliability, durability and high performance, the high prices are absolutely justified because they consist of real investments for the future.
Huhnseal: mechanical seals with custom diamond sealing rings
Huhnseal manufactures mechanical seals with diamond-coated sealing rings tailored to customers' needs. Specifically for the mining industry, the company designs customized sealing systems using noble materials, such as silicon carbide embellished with a diamond coating. This approach ensures maximum wear resistance even under extreme operating conditions.
In addition, the company offers the ability to customize mechanical seals to meet the specific needs of customers in various application areas, both industrial and civil, ensuring reliability, strength, robustness and longevity.